
目录
快速导航-
专题策划 | 透平叶片全生命周期质量智能管控
专题策划 | 透平叶片全生命周期质量智能管控
-

专题策划 | 汽车连接件在线检测与智能补偿加工
专题策划 | 汽车连接件在线检测与智能补偿加工
-
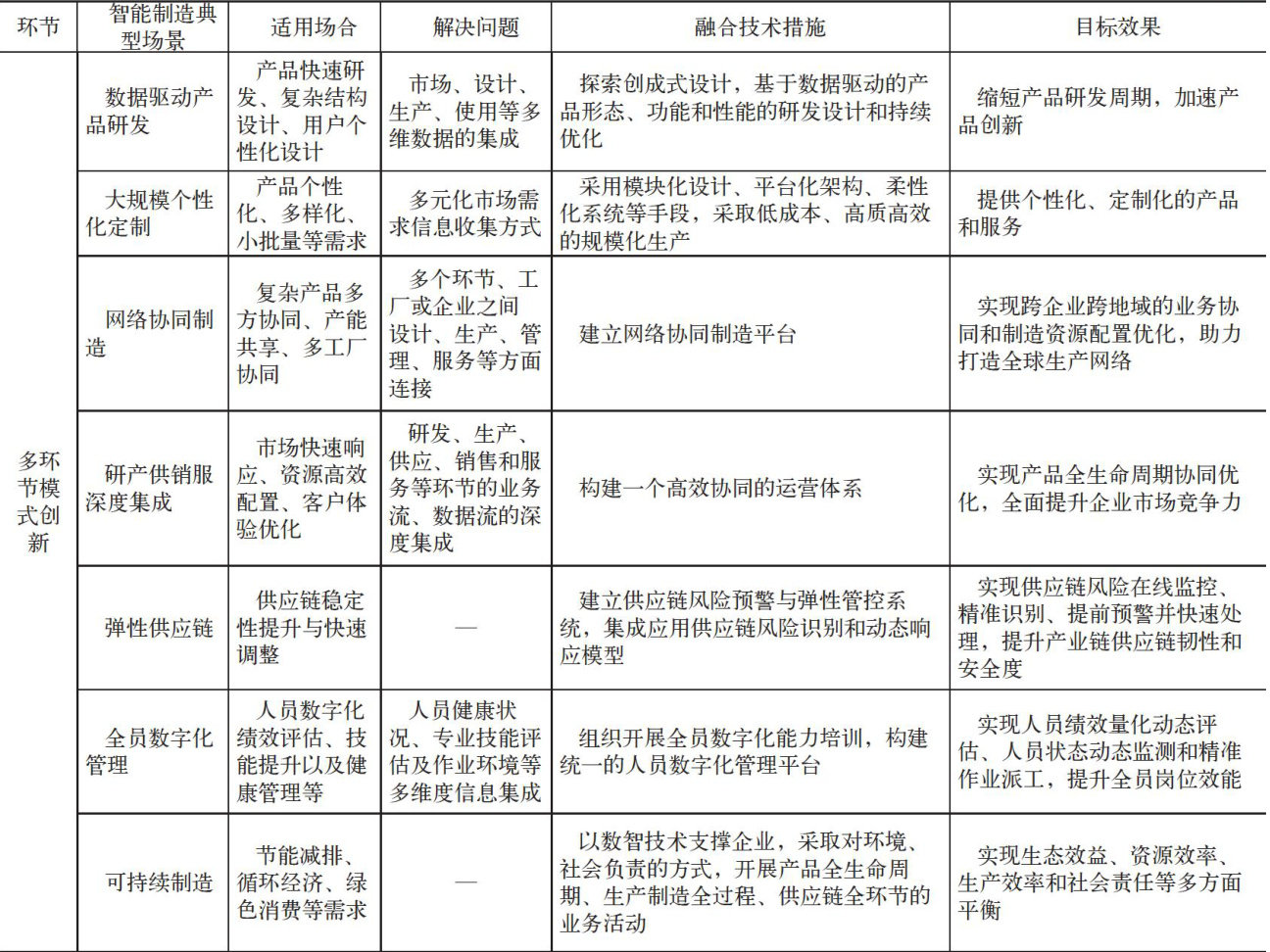
专题策划 | 智能制造典型场景及其数据安全
专题策划 | 智能制造典型场景及其数据安全
-

专题策划 | CIMT2025工业母机与智能制造装备展品预览
专题策划 | CIMT2025工业母机与智能制造装备展品预览
-

专题策划 | 格劳博(中国) 盛装亮相CIMT2025
专题策划 | 格劳博(中国) 盛装亮相CIMT2025
-
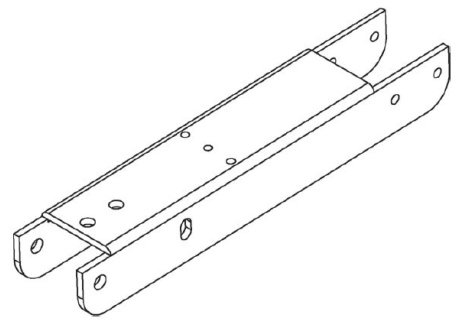
工艺方案 | U形触片加工工艺改进
工艺方案 | U形触片加工工艺改进
-

工艺方案 | 柱塞泵斜盘球面零件加工方案优化
工艺方案 | 柱塞泵斜盘球面零件加工方案优化
-
工艺方案 | 活塞杆本体精加工难点分析与解决方案
工艺方案 | 活塞杆本体精加工难点分析与解决方案
-
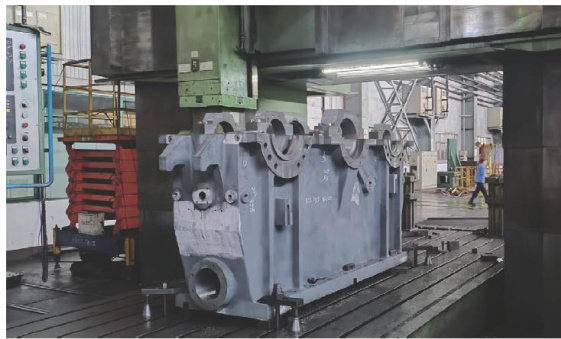
工艺方案 | 数控龙门铣床加工箱体
工艺方案 | 数控龙门铣床加工箱体
-

工艺方案 | 高强钢风扇轴车削加工方案
工艺方案 | 高强钢风扇轴车削加工方案
-

机床/附件/工装 | 大型对开式薄壁件低应力柔性装夹方法
机床/附件/工装 | 大型对开式薄壁件低应力柔性装夹方法
-
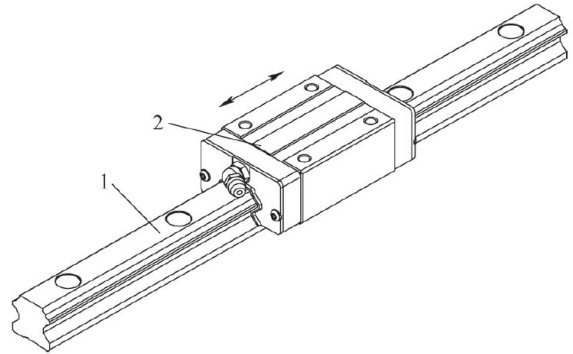
机床/附件/工装 | 十字交叉滚动直线导轨副的研制
机床/附件/工装 | 十字交叉滚动直线导轨副的研制
-

机床/附件/工装 | 排气歧管分层式液压夹具与加工工艺优化
机床/附件/工装 | 排气歧管分层式液压夹具与加工工艺优化
-
刀具 | 一种罗茨鼓风机墙板加工的组合刀具设计与应用
刀具 | 一种罗茨鼓风机墙板加工的组合刀具设计与应用
-
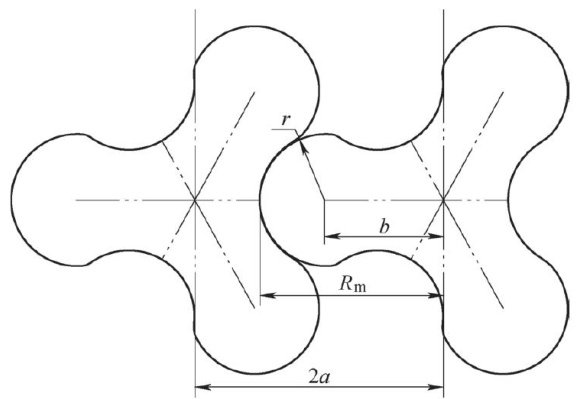
刀具 | 高精度大曲率转子型线优化设计和工艺方法
刀具 | 高精度大曲率转子型线优化设计和工艺方法
-
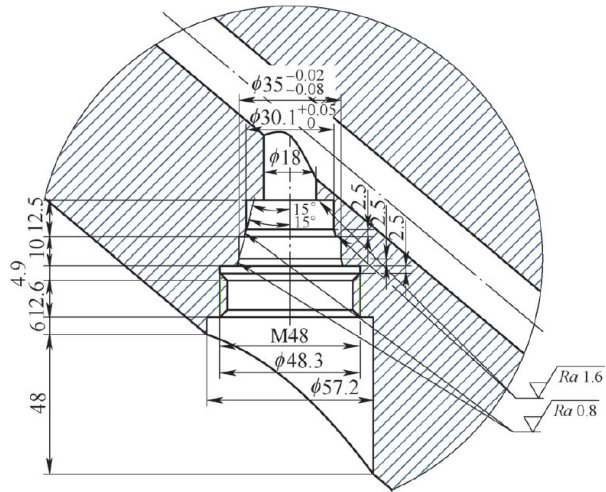
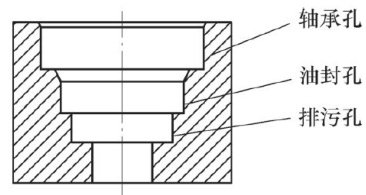
刀具 | 缸盖加工孔径随机超差问题改善
刀具 | 缸盖加工孔径随机超差问题改善
-
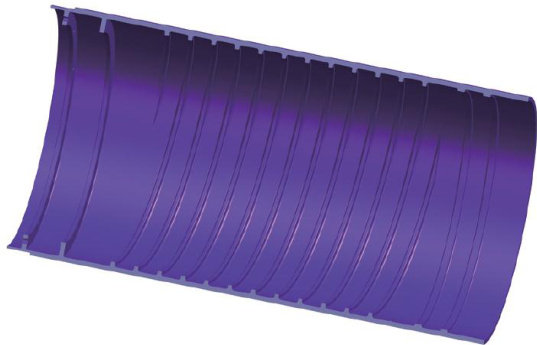
智能制造 | 基于SIEMENS系统螺旋流道的加工方法
智能制造 | 基于SIEMENS系统螺旋流道的加工方法
-

智能制造 | 基于棒铣刀环面蜗杆的五轴加工算法
智能制造 | 基于棒铣刀环面蜗杆的五轴加工算法
-
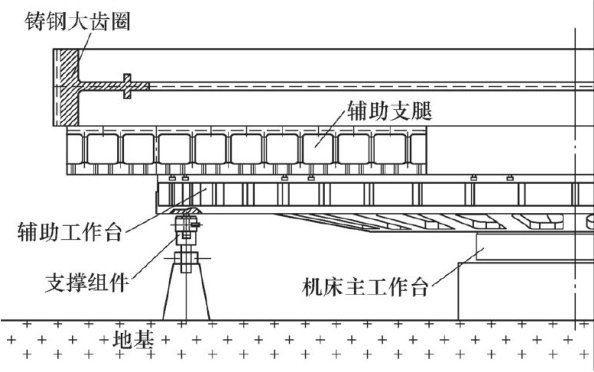
维修与改造 | 进口高速数控滚齿机回转工作台及支撑组件设计改进
维修与改造 | 进口高速数控滚齿机回转工作台及支撑组件设计改进
-
维修与改造 | 金属板材冲压成形装置优化设计
维修与改造 | 金属板材冲压成形装置优化设计
-
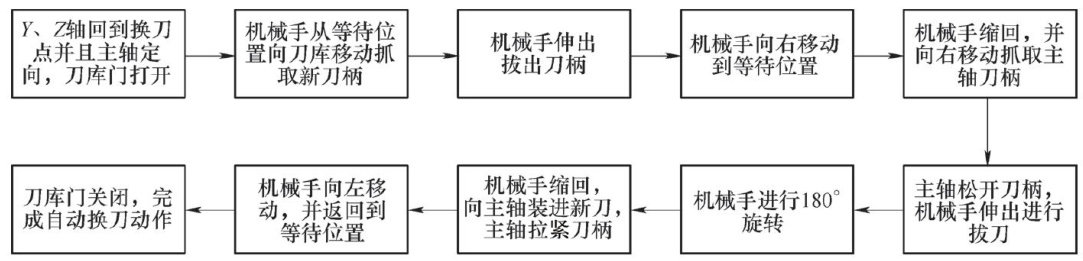
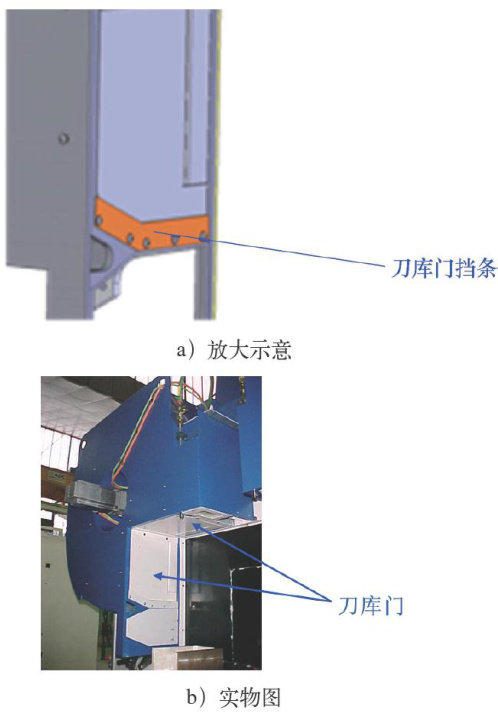
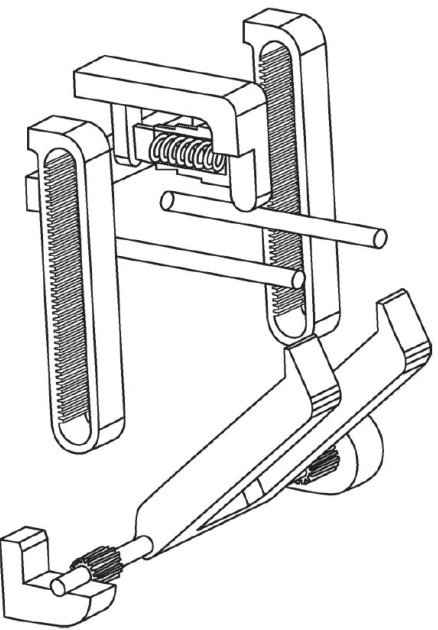
维修与改造 | 卧式加工中心换刀机械手故障的快速排除方法
维修与改造 | 卧式加工中心换刀机械手故障的快速排除方法
-
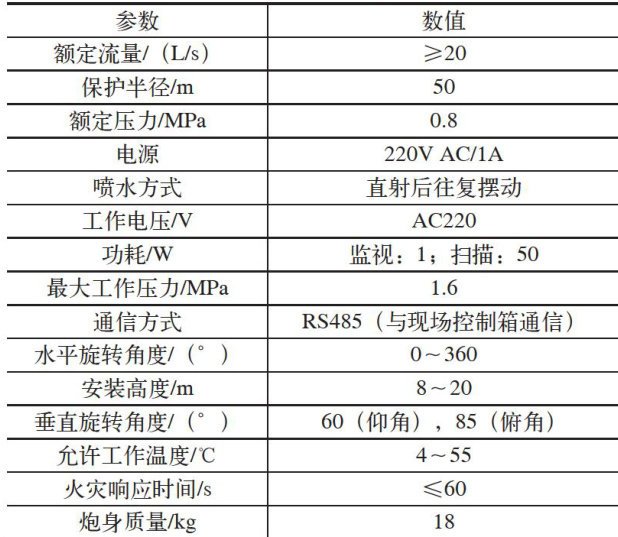
维修与改造 | 一种自动寻的消防炮的改进设计
维修与改造 | 一种自动寻的消防炮的改进设计









 登录
登录